






Tel: +86-21-60530355
Mobile: +8615214379688
E-mail: sales@beallindustry.com
Address: No.1088 XinJinQiao Road, PuDong, Shanghai, China

The Best Hastelloy Alloy Manufacture
Beall Industry Group Co., Limited is the leading manufacturer and supplier of stainless steel, duplex stainless and super nickle alloy materials with more than 25 years experience of supplying to a great variety of end users from different fields. Beall Industry Group, establlished in 1992, now covers a total landing area 520,000 square meters and nearly 500 employees.
Quality control
In the processing of production, our professional technical engineers inspect the processing to ensure the quality of products,After our machine finish , our engineer will make 24 hours test constantly and ensure the machine reach to the best performance.
One-stop Solution
With rich experience and one-to-one service,we can help you choose products and answer technical questions.
Make it personal
When you work with us, you can count on personalized, one-on-one service every step of the way.
World-wide expertise
We know international markets and trends. Our expertise, experience and network cover all corners of the world.
What is Hastelloy Alloy
Hastelloy is the collective name for a range of nickel-chromium-molybdenum or nickel-molybdenum alloys. As you can see, nickel and molybdenum are the key elements in Hastelloy alloys.




Hastelloy is a Nickel-based Alloy
Hastelloy is an alloy that is made mostly of nickel. It also contains chromium, molybdenum, iron, and cobalt. This combination of metals makes Hastelloy stronger and more resistant to corrosion than other alloys.
Hastelloy is Resistant to Corrosion
One of the most important properties of Hastelloy is its resistance to corrosion. This alloy is resistant to both acidic and basic solutions, as well as salt water.Hastelloy does not corrode in the presence of chlorine or other halides.
Hastelloy is Strong and Durable
Another advantage of Hastelloy is that it is a strong and durable metal. This alloy can withstand high temperatures without losing its strength or becoming brittle.Hastelloy does not expand or contract when exposed to extreme temperatures, making it ideal for use in high-pressure applications.
Hastelloy is Non-magnetic
Hastelloy is also non-magnetic, which makes it ideal for use in applications where magnetic materials are not desired. This property also makes Hastelloy resistant to electromagnetic interference.
Hastelloy is Easy to Work With
Hastelloy is relatively easy to work with compared to other alloys. It can be welded, machined, and formed using standard methods and equipment.Hastelloy can be cold worked without becoming brittle
|
HASTELLOY FAMILY OF CORROSION-RESISTANT ALLOYS |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Choosing raw materials: The first step is to choose the right quality raw materials. As mentioned earlier, Hastelloy mainly contains nickel, chromium and molybdenum. Broadly speaking, percentages of these raw materials are 1% and 25% chromium, between 5% and 30% molybdenum. It may or may not contain iron. Moreover, depending on the grade, other materials such as carbon, tungsten, vanadium, titanium, etc., can also be used to make Hastelloy.
Melting: Once the raw material is gathered, they are melted in the furnace. Depending on the manufacturer, an electric arc furnace or vacuum induction furnace is used.
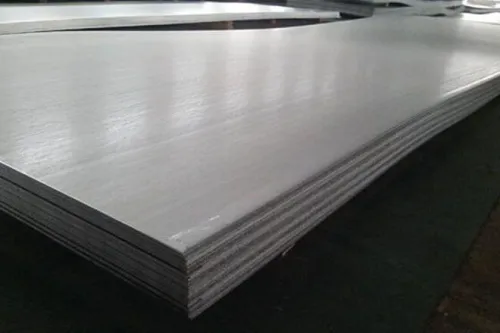
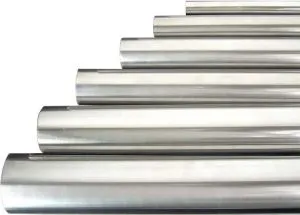
Casting: Like steel casting, Hastelloy also undergoes casting. When the materials are melted and well combined, the next step is casting. According to requirements, molten Hastelloy is cast in the form of billets, bars, sheets or any other form.
Heat treatment
As per the requirement, Hastelloy undergoes heat treatment. It improves the mechanical properties of the metal.
Other treatments
Making Hastelloy may also involve other treatments such as annealing, surface finish, cutting and machining, and so on.
Testing and inspection
The final step of Hastelloy making is testing and inspecting the product if meets all required standards.
|
Hastelloy |
Monel |
|
Hastelloy is widely used in acidic environments. |
Monel is widely used for marine applications. |
|
Hastelloy is relatively cheaper due to the low amount of nickel (Usually less than 60% nickel) |
Monel is relatively costlier as it has more nickel (60 to 70% nickel) |
|
Hastelloy has a higher melting point (around 2550 Deg F) |
Monel has a melting point of 2460 Deg F. |
|
The tensile strength of Hastelloy is lower (in the range of 690 to 783 Mpa) |
Monel has a higher tensile strength (550 to 1100 Mpa) |
|
Alloy Grade |
Cr% |
C% |
Co% |
W% |
Mo% |
V% |
Ai% |
Ti% |
Nb % |
Fe% |
Cu% |
Ni% |
Other % |
|
Alloy B |
0.60 |
0.1 |
1.25 |
– |
28 |
0.3 |
– |
– |
– |
5.5 |
– |
Balance |
Mn 0.80; Si 0.70 |
|
Alloy B-2 |
1.00 |
0.02 |
1 |
– |
26.0-30.0 |
– |
– |
– |
– |
2 |
– |
Balance |
Mn 1.0, Si 0.10 |
|
Alloy C-276 |
14.0-16.5 |
0.02 |
2.5 |
3.0-4.5 |
15.0-17.0 |
0.35 |
– |
– |
– |
4.0-7.0 |
– |
Balance |
Mn 1.0; Si 0.05 |
|
Alloy X |
22.00 |
0.1 |
1.5 |
0.6 |
9 |
– |
– |
18.5 |
– |
– |
– |
Balance |
Mn 0.6; Si 0.60 |
|
Alloy C |
16.00 |
0.07 |
1.25 |
40 |
17 |
0.3 |
– |
– |
– |
5.75 |
– |
Balance |
Mn 1.0; Si 0.70 |
|
Alloy C4 |
14.0-18.0 |
0.015 |
2 |
– |
14.0-17.0 |
– |
– |
0..70 |
– |
3 |
– |
Balance |
Mn 1.0 ; Si 0.08 |
|
Alloy N |
7.00 |
0.06 |
0.25 |
0.2 |
16.5 |
– |
– |
– |
– |
3 |
0.1 |
Balance |
Mn 0.40; Si 0.25; B 0.01 |
|
Alloy S |
15.50 |
0.02 |
2 |
1 |
14.5 |
0.6 |
0.2 |
– |
– |
3 |
– |
Balance |
Mn 0.50; Si 0.40; B0.0009; La 0.02 |
|
Alloy F |
22.00 |
0.02 |
1.25 |
0.5 |
6.5 |
– |
– |
– |
2.1 |
21 |
– |
Balance |
Mn 1.50; Si 0.50 |
|
Alloy G |
21.0-23.5 |
0.05 |
2.5 |
1 |
5.5-7.5 |
– |
– |
– |
1.7-2.5 |
18.0-21.0 |
1.5-2.5 |
Balance |
Mn 1.0-2.0; P0.04; Si 1.0; |
|
Alloy G2 |
23.0-26.0 |
0.03 |
– |
– |
5.0-7.0 |
– |
– |
0.70-1.50 |
– |
Balance |
0.70-1.20 |
47.0-52.0 |
Mn 1.0; Si 1.0 |
|
Alloy W |
5.00 |
0.06 |
1.25 |
– |
24.5 |
– |
– |
– |
– |
5.5 |
– |
Balance |
Mn 0.050; Si 0.50 |
Nickel and molybdenum are abundant in Hastelloy B-type super alloys. Hastelloy B is known for its ability to withstand extreme reducing environments. Examples of B-type Hastelloy materials include:
B-2 Alloy (UNS N10665): The B-2 Hastelloy consists of 65% nickel and 30% molybdenum. Carbon, iron, silicon, chromium, cobalt, manganese, and sulfur are also present in trace amounts. Although B-grade alloy is resistant to hydrochloride acids, it is not resistant to oxidizing agents.
B-3 Alloys (UNS N10675): This alloy is more resistant to pitting corrosion and has better thermal stability than B-2 alloys. B-3 alloys are composed of 65% nickel and 30% molybdenum, with traces of chromium, cobalt, and manganese.
This grade of Hastelloy has a high percentage of nickel, chromium, and molybdenum. Chromium improves high-temperature properties as well as resistance to reducing environments. Hastelloy C grades can be used in both cold and hot conditions. C+ grade the most common Hastelloy material is Hastelloy metal. C-type Hastelloy materials include the following:
C-4 (UNS N06455): Type C-4 Hastelloy is composed of 60% nickel, 18% chromium, 16% molybdenum, 3% iron, 2% cobalt, and the remainder silicon, carbon, sulfur, titanium, and other elements. It is ductile and corrosion resistant.
C-22 (UNS N06022): C-22 Hastelloy is composed of 58% nickel, 20% chromium, 13% molybdenum, 3.5% tungsten, 2.5% cobalt, and other elements in trace amounts. C-22 Hastelloy is the most commonly used alloy for pharmaceutical reaction vessels and depressurization systems due to its weld ability.
Hastelloy C-276 (UNS N10276): In the petrochemical industry, this Hastelloy grade is used. It is composed of 59% nickel, 16% molybdenum, 15% chromium, 4% tungsten, and many other elements. It is oxidizing agent, pitting, stress corrosion cracking, and inter granular corrosion resistant.
C-2000 Hastelloy: It is used in chemical process equipment because of its excellent resistance to oxidizing media.
Suitable for TIG, SAW, SMAW, and G-type welding. Tungsten is an alloying element in Hastelloy materials. This group’s main alloys are:
Hastelloy G-3 (UNS N06985): The main components of this super alloy are nickel, chromium, tungsten, iron, molybdenum, and cobalt.
Hastelloy G-30 (UNS N06030): It is made up of 43% nickel, 30% chromium, 15% iron, 5% cobalt, 4% tungsten, 1.5% manganese, and other essential elements.
UNS N06002 Hastelloy X alloy: It has excellent oxidation resistance, high-temperature strength, and resistance to SCC. Hastelloy X is made up of 44% nickel, 23% chromium, 20% iron, 10% molybdenum, 1% manganese, and silicon, among other elements. They are cold-worked and weldable. This type of Hastelloy alloy is used in industrial furnaces and gas turbines.
Hastelloy N is made up of 71% nickel, 7% chromium, 16% molybdenum, 5% iron, 1% silicon, and trace elements. Hastelloy N is used in industrial applications such as chemical process equipment due to its higher temperature oxidation resistance properties.
Overcoming Common Welding Challenges With Hastelloy Alloys
Prevention of cracking: Incorrect handling can lead to the brittleness of this alloy during welding. My approach involves proper preweld activities such as cleaning surfaces to remove all impurities that may cause defects and selecting a suitable filler wire which matches its composition best thereby reducing chances for cracks. It is also important to keep work areas clean so they do not get contaminated.
Heat input control: When too much heat is applied on Hastalloy it changes its microstructure hence corroding faster than usual. What I do to prevent this is regulating amperage downwards and cooling rapidly after joining metals together or apart from each other therefore ensuring stability in properties.
Right welding technique selection: Tungsten Inert Gas (TIG) and Gas Tungsten Arc Welding (GTAW) are two common methods used when working with Hastalloys because they offer good control over contamination levels while producing strong joints at the same time. Here, what matters most is precision cleanliness so any one of them can be adopted depending on the situation.
Gas porosity management: For inert gas shielded arc welding to be effective against porosity, I employ argon gas as a shield around weld pool thus preventing contact between atmospheric gases like oxygen and nitrogen which might react with molten metal causing air bubbles inside joint cavity. Proper torch angle setting coupled with right gas flow rate reduces this problem significantly.
Residual stress and distortion handling: Sometimes post-weld heat treatment may be necessary in order to relieve residual stresses that cause warping or twisting however care must be taken not temper corrosion resistance properties adversely. The temperature should be carefully selected together with duration for which heating cycle lasts during PWHT process while dealing with these issues.
Beall Industry Group, who is famous for the material smelting and processing services in China stainless steel industry now have 3 plants locate in Jiangsu Province and Zhejiang Province, one domestic sales center in Jiangsu and one international sales office in Shanghai.


